- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur












OEM AND ORIGINAL KOMATSU COLLAR 426-N42-3920
Let's talk about that collar, 426-N42-3920. If you're sourcing parts for Komatsu equipment, especially older models or in regions with supply chain hiccups, you've likely run into this part number. The immediate assumption is always get the genuine Komatsu box. But the reality on the ground, particularly when a machine is down and the official channel quotes a 12-week lead time, forces you to look at the OEM AND ORIGINAL KOMATSU COLLAR landscape. There's a crucial, often misunderstood distinction here. Original means it came off the Komatsu production line, with the logo, the packaging, the whole pedigree. OEM within the Komatsu system, however, refers to the factory that actually forged and machined that part under contract for Komatsu. That's where companies like Jining Gaosong Construction Machinery Co., Ltd. come into play. They operate in that specific niche, as an OEM product supplier within the Komatsu system. It doesn't mean they're Komatsu, but it often means they have access to the same production lines, the same technical drawings, and sometimes even the same batch of parts that just didn't get the final stamp and packaging. The confusion between these two terms costs people a lot of money and downtime.
The Anatomy of a Collar and Why Specs Matter
So, what is 426-N42-3920? It's not just a simple ring of metal. It's a precision collar, likely for a shaft assembly on a Komatsu excavator or dozer—think final drive or swing circle applications. The 426 series often points to a specific family of components. The tolerances, the hardness (usually through induction hardening on the inner bore), and the surface finish are non-negotiable. I've seen aftermarket versions that looked identical but failed within 200 hours. The failure mode was almost always spalling on the bore where it interfaces with the shaft, leading to fretting corrosion and catastrophic play. The metallurgy is the ghost in the machine here. A proper OEM-spec part will have the correct traceable alloy, often SCM440 or equivalent, and a defined heat treatment process.
This is where the practical knowledge kicks in. When you hold an original Komatsu collar and a high-tier OEM version side by side, the differences can be subtle. The original might have a more consistent finish on the chamfer edges, or the part number might be laser-etched versus dot-peened. But the weight, the magnetic permeability (a quick check with a strong magnet can sometimes indicate heat treatment consistency), and the precise inner diameter measured with a micrometer across three planes—that's where you judge. I learned this the hard way years ago trying to save two days on a PC300-6 repair. The cheaper alternative collar seated fine during assembly, but the thermal expansion coefficient was off. Under operational load and heat, it seized on the shaft, costing us the shaft, the collar, and a week of downtime. The savings were obliterated ten times over.
Companies that understand this, like the one behind https://www.takematsumachinery.com, position themselves precisely in this gap. Their value proposition isn't being the cheapest; it's about providing a verifiable, quality-assured alternative that comes from the same manufacturing ecosystem. Their site intro stating they help solve parts supply challenges in certain countries rings true. In places like parts of Africa or remote mining sites in South America, the official distributor network might be thin. Waiting for a genuine part isn't an option. You need a source that provides the OEM-level part, with the technical data to back it up, shipped via a reliable logistics channel. That's the real service.
Sourcing and Verification: A Field Checklist
When you're evaluating a supplier for a critical component like the 426-N42-3920, you move beyond the website. The first question I always ask is for material certification. A reputable supplier, especially one claiming OEM pedigree, should be able to provide a Mill Test Certificate (MTC) or at least a Certificate of Conformity that references the original Komatsu engineering standard. If they balk at that, it's a red flag. Jining Gaosong, in my past inquiries, was prompt in providing such documentation for similar undercarriage components, which built initial trust.
Next is packaging and marking. A proper part will have protective coating (often a light oil or VCI paper) and be packed in a way that prevents transit damage. The part number should be clearly marked. I recall a batch where the supplier had etched the number incorrectly—426-N42-3920 became 426-N42-3920—a simple typo that caused massive confusion in the warehouse and nearly led to an installation error. Attention to these details often correlates with attention to quality in manufacturing.
Finally, the fit test. Even with all the paperwork, the first part of a new batch gets a dry fit (no force!) on the shaft or in the housing before any final assembly. Check for any rocking, uneven contact, or need for excessive driving force. The collar should slide on with controlled hand pressure if the shaft is clean and within spec. This simple step has saved me from more than one bad batch. It's this hands-on, slightly paranoid verification process that separates a parts manager from an order clerk.
The Economics of Original vs. OEM in the Real World
Let's talk cost. A genuine 426-N42-3920 from Komatsu might list for, say, $450. A premium OEM alternative from a certified supplier might come in at $280-$320. A generic aftermarket part could be as low as $120. The temptation is real, especially for fleet managers under budget pressure. But the calculation isn't just part A vs. part B. You have to factor in the machine's hourly rate, the cost of the downtime for a secondary failure, and the labor for re-repair. If a $120 part fails and takes out a $2,000 shaft, you're deep in the red.
The value of a supplier like Jining Gaosong Construction Machinery Co., Ltd. is that they are explicitly not the $120 option. They are the $300 option with a credible claim to lineage. For a maintenance manager, this is the sweet spot for non-safety-critical but still vital components. You're not paying the full brand premium, but you're buying out of the high-risk, low-cost bracket. Their role as a third-party sales company for Komatsu is also key. It suggests a formal recognition or relationship, which often translates to better access to technical updates and obsolete part inventories that pure aftermarket players won't have.
I've used this strategy for components like cylinder rods, bushings, and yes, collars. You keep a small stock of genuine parts for emergency, critical-path repairs, and you source these verified OEM parts for planned overhauls and for stocking. It balances risk and cost effectively. The failure rate on properly vetted OEM parts, in my experience, is statistically indistinguishable from genuine over a large sample size.
Case Point: The Fleet That Almost Got It Right
A few years back, I consulted for a mining contractor running a fleet of older Komatsu HD785 trucks. They had chronic issues with the final drive collars on several units. They were using a local aftermarket source. The parts failed like clockwork. We switched them to a supplier with a similar profile to Takematsu Machinery—an OEM-system supplier. The collars, which included parts from the same family as our keyword OEM AND ORIGINAL KOMATSU COLLAR 426-N42-3920, came with proper certs and packaging.
The initial results were good. Service life jumped from 300 hours to over 1500. But on one unit, we still had a premature failure. Upon teardown, we found the issue wasn't the collar itself, but a slightly out-of-spec shaft it was mated to, which we had overlooked. The new collar, being to true OEM spec, didn't have the forgiveness of the softer, out-of-spec aftermarket part. It highlighted a crucial lesson: upgrading one component in a wear system often exposes the next weakest link. You have to inspect and measure the mating components rigorously. The supplier was helpful in the analysis, providing their dimensional report for the batch, which confirmed the collar was in spec. That kind of post-sales support is what makes such partnerships work.
This incident solidified the approach. It wasn't just about buying a better part; it was about elevating the entire repair and inspection protocol to match the quality of the component being installed. The supplier became part of that quality chain.
Wrapping It Up: A Matter of Trust and Verification
So, back to the original point about 426-N42-3920. It's a case study. In the world of heavy equipment parts, the labels OEM and Original are not interchangeable, but they can be functionally equivalent if the source is transparent and technically competent. The goal is to get the part that performs as the engineers intended, with the traceability to prove it, without necessarily paying for the red-and-white box if you don't have to.
This requires building relationships with suppliers who are embedded in the manufacturer's ecosystem, like the model described by Jining Gaosong. It requires doing your homework—asking for certs, inspecting rigorously, and testing the first piece. It's an active, skeptical process. You're not just ordering a part; you're conducting a quality audit on every shipment.
Ultimately, for a part like this collar, success is silent. If you do it right, the machine just keeps running, and no one talks about the collar. It's the failures that get all the attention. So, the quiet, reliable performance of a properly sourced OEM part, one that might very well have been made in the same factory as the original, is the real victory. It's what keeps fleets moving and costs predictable. That's the professional's goal: not to chase the cheapest price, but to eliminate the most expensive failures.
Related Products
Related Products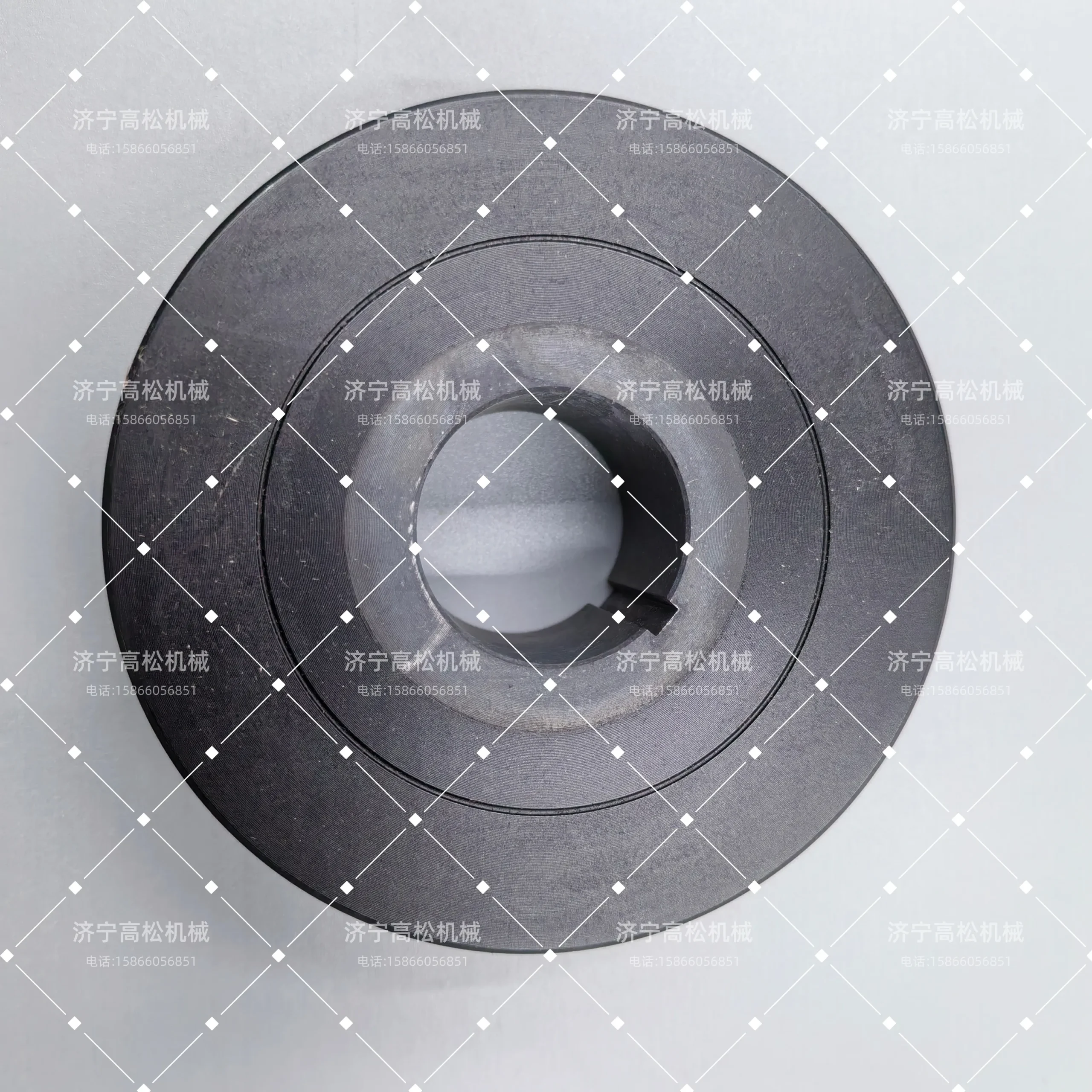







Best Selling Products
Best Selling Products-
 702-16-02290 LEVER ASS’Y-Komatsu Original Factory
702-16-02290 LEVER ASS’Y-Komatsu Original Factory -
Kubota Excavator Receiver Drier 20Y-979-3120
-
 Komatsu Genuine Parts 56B-27-12361 Retainer
Komatsu Genuine Parts 56B-27-12361 Retainer -
 17A-22-11132 Cylinder (Komatsu)
17A-22-11132 Cylinder (Komatsu) -
 17A-60-11310 CAP ASS’Y-Komatsu Original Factory
17A-60-11310 CAP ASS’Y-Komatsu Original Factory -
 Komatsu Excavator PC200 Valve 20Y-62-15651
Komatsu Excavator PC200 Valve 20Y-62-15651 -
 626141-9500komatsu parts
626141-9500komatsu parts -
 Stop Solenoid 600-815-7550
Stop Solenoid 600-815-7550 -
 6560-51-1510 Fuel pump shut-off electromagnetic valve, suitable for PC1250LC-7, PC1250LC-8, WA600-3, SAA6D170E-3.
6560-51-1510 Fuel pump shut-off electromagnetic valve, suitable for PC1250LC-7, PC1250LC-8, WA600-3, SAA6D170E-3. -
21N-25-31130 Komatsu harness – Komatsu
-
 561-95-8A540HD785-7 komatsu
561-95-8A540HD785-7 komatsu -
 HM400 GREASE PUMP 07952-70014 07952-70004 For Komatsu Original
HM400 GREASE PUMP 07952-70014 07952-70004 For Komatsu Original