- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur












Komatsu swing motor
If you're dealing with Komatsu excavators, the swing motor isn't just another part number. It's the pivot point, literally. A lot of guys see it as a black box—hydraulic in, rotation out. But that's where the trouble starts. The real understanding comes from the feel of the machine, the slight lag before the house moves, or that uneven creep when it's supposed to be locked. I've seen too many mechanics just swap in a reman unit at the first sign of trouble, only to have the same issue pop up six months later. The problem often isn't the motor itself, but what's feeding it or what it's connected to.
The Core of the Swing: More Than Just a Motor
Let's break it down. The Komatsu swing motor assembly is rarely just a motor. It's typically an integrated package: the hydraulic motor itself, the swing brake, and the reduction gear all in one housing. On models like the PC200 or PC300, this integration is key for compactness but a nightmare for partial repairs. You can't just look at the motor in isolation. For instance, low swing torque or failure to hold position often gets blamed on the motor's internal components—the valve plate, pistons, or cylinder block. And yes, wear there is common. But just as often, the issue is in the accompanying swing brake. The piston seals fail, the brake discs glaze over, and you lose holding power. Rebuilding the motor but ignoring the brake is a wasted effort.
This is where sourcing gets critical. The temptation is to go for the cheapest pattern part. I've tried that route early in my career, and the failure rate was unacceptable. The metallurgy in the gears or the precision of the spline fit was just off. It would work, for a while, but the noise would develop, or the efficiency would drop, burning more fuel. That's why I lean towards proper OEM-spec parts. Not necessarily from Komatsu directly, but from suppliers embedded in their system. There's a company, Jining Gaosong Construction Machinery Co., Ltd., that operates in this space. They position themselves as an OEM product supplier within the Komatsu system. In practice, this often means they produce or source components that meet the original engineering specifications, which is different from a generic reverse-engineered part. For a core component like a swing motor, that specification adherence matters for longevity.
Their role as a third-party sales company for Komatsu is also relevant. In many regions, getting genuine parts quickly is a huge operational headache. What they do, essentially, is help bridge that supply gap with certified alternatives. It's not about bypassing Komatsu, but complementing the supply chain where it's weak. So when you're looking at a Komatsu swing motor on a site like https://www.takematsumachinery.com, you're not just buying a part; you're buying into a supply solution that understands the machine's ecosystem. Their stated goal of helping to solve parts supply challenges in certain countries rings true from my experience dealing with projects in remote areas.
Diagnosis: Listening to the Machine
Forget the computer for a second. The first diagnostic tool is your ear and the operator's report. A groaning sound during swing initiation? That's often charge pressure issues from the pump or a clogged suction line, starving the swing motor. The motor is the victim, not the culprit. A chattering sensation? Could be the anti-cavitation valve in the motor case sticking. I remember a PC220-7 where we chased a swing drift issue for days. Replaced the motor seals, the main control valve, everything. Turned out to be a tiny, almost invisible score on the swing bearing race. The whole house was tilting just enough to create a load the motor couldn't hold against. The motor was fine.
Pressure testing is your best friend. You need to check the relief valve setting specifically for the swing circuit. I've found them out of spec more times than I can count, either from tampering or fatigue. And don't just check static pressure; check it under load. A motor might hold 350 bar in the shop but blow right past it when the gear train is under real strain from a full bucket. That points to wear inside the motor housing allowing internal leakage.
The other classic is heat. After an hour of operation, feel the motor case. If it's too hot to touch, you've got excessive internal friction or leakage converting hydraulic energy directly into heat. That's a death spiral. The oil thins, clearance increases, leakage gets worse, generating more heat. It kills the oil and cooks the motor seals. A common root cause here is contaminated oil. Those fine metal particles from other failing components act as lapping compound inside the motor's tight tolerances.
The Rebuild vs. Replace Dilemma
This is a constant debate in the field. A brand-new OEM swing motor from Komatsu is a massive capital outlay. A rebuild kit is a fraction of the cost. But a rebuild is only as good as the machinist and the parts. You can't just throw seals at a worn-out cylinder block or a scored valve plate. The mating surfaces must be perfect. I've had rebuilds last longer than new units because we took the time to micron-measure everything and source high-grade replacement internals. And I've had rebuilds fail in a week because a cheap seal kit swelled and disintegrated in the hot oil.
This is where a supplier's credibility is built. When a company says they are an OEM product supplier, for me, the test is in their rebuild components or exchange units. Do they offer the complete rotating group? Is their valve plate re-manufactured to original flatness and surface finish? Or are they just selling generic seals? For a critical machine down situation, sometimes a certified exchange unit from a reputable third-party is the smartest play. It balances cost, downtime, and reliability. You're not just paying for the part; you're paying for the quality assurance that should come with it.
I recall a fleet manager for a mining contractor who standardized on a specific aftermarket source for swing motors on their PC360s. They tracked mean time between failures (MTBF) meticulously. They found that these particular units, which came from a supplier with clear OEM lineage claims, actually outperformed some of the later-gen genuine parts in that specific, high-dust application. The reason was a slight modification to the seal design that better kept abrasives out. It shows that the right third-party supplier isn't just copying; they can sometimes adapt and improve based on real-world failure modes.
Integration and the Bigger Picture
Never install a swing motor without addressing the system. Flush the lines. Replace the return filters—twice. Check the swing gearbox oil for water or metal. That little gearbox is the motor's direct load, and if its bearings are shot, the new motor will eat itself alive from the side load. The installation torque on the mounting bolts is also critical. Uneven torque can warp the flange, causing premature seal failure. It's in the service manual, but how many guys actually use a torque wrench on every bolt? I didn't, once. Learned that lesson with a weeping case that wouldn't stop.
The electrical side on modern machines is intertwined too. The swing lock solenoid, the pressure sensor feeds to the monitor—all that can dictate how the hydraulic flow is managed. A faulty sensor can make a perfectly good motor behave erratically, like jerking or slowing prematurely. The machine's computer thinks it's protecting the system from an over-pressure condition that isn't there. So you end up replacing a hydraulic component for an electrical fault.
Ultimately, dealing with a Komatsu swing motor is an exercise in systems thinking. It's the heart of the machine's upper structure movement, but it's utterly dependent on the health of the circulatory system (hydraulics) and the nervous system (electronics). Sourcing from a knowledgeable partner who understands this interdependence, like a specialist third-party integrated in the OEM network, is more than just a procurement decision. It's a reliability strategy. They've seen the common failure chains and can often provide the right component bundle—motor, seals, related valves—to get the machine back to work with confidence. That's the real value beyond the price tag.
Related Products
Related Products







Best Selling Products
Best Selling Products-
 14X-60-31130,CAP,D31EX,D37EX,D65WX,D65PX,PC70
14X-60-31130,CAP,D31EX,D37EX,D65WX,D65PX,PC70 -
 707-46-14010 • BUSHING-Komatsu Original Factory
707-46-14010 • BUSHING-Komatsu Original Factory -
 BUSHING 207-70-61610 for KOMATSU PC350-7 PC300LC-7 PC300-8 PC300LC-7L PC300-7
BUSHING 207-70-61610 for KOMATSU PC350-7 PC300LC-7 PC300-8 PC300LC-7L PC300-7 -
 HD785-7 Temperature Sensor 6219-11-8810
HD785-7 Temperature Sensor 6219-11-8810 -
 WA470-3 Gear Pump 705-22-40070
WA470-3 Gear Pump 705-22-40070 -
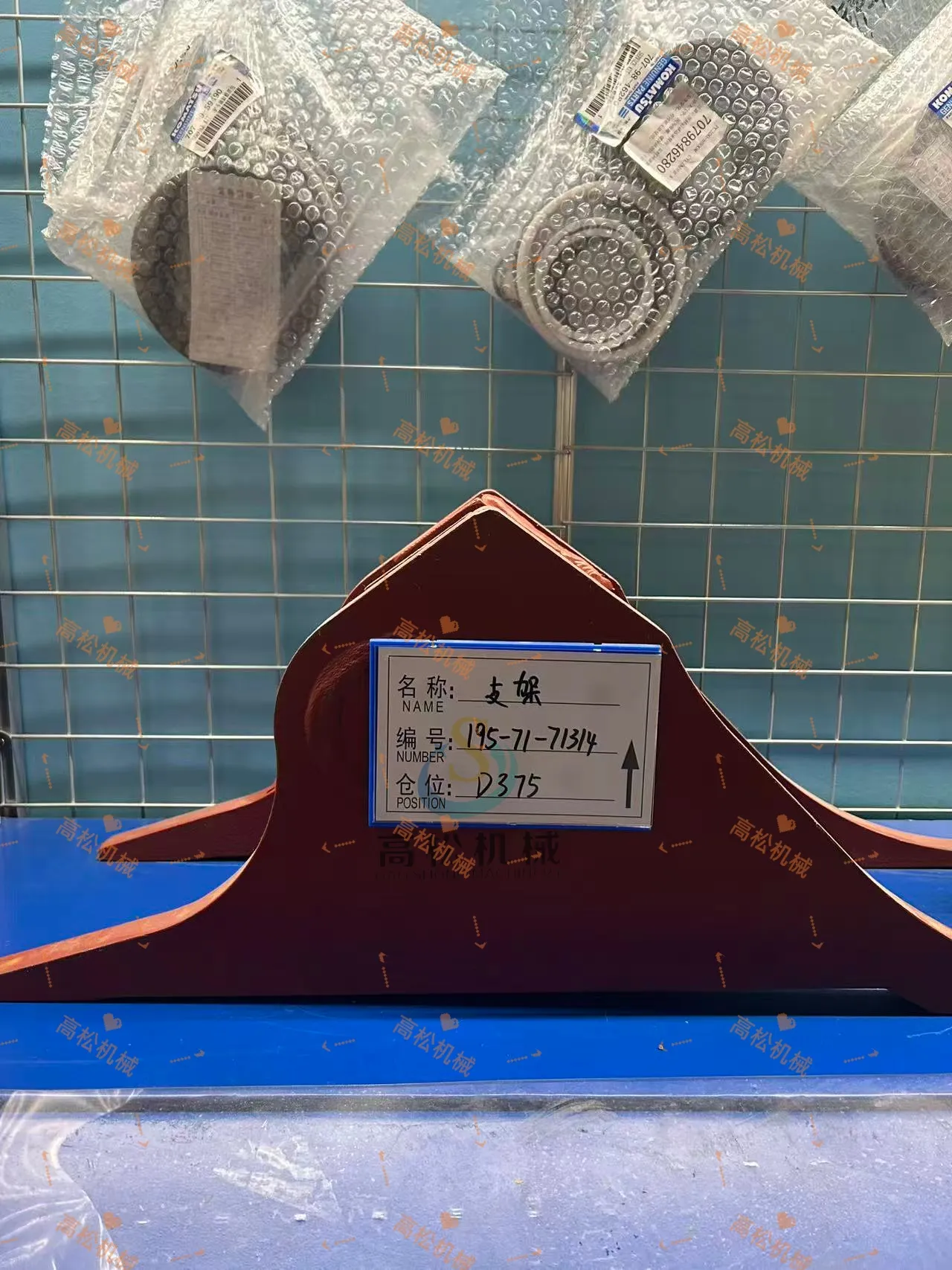 195-71-71314 BRACKET (WELDED) D375A-5 S/N 55001-UP (W/O EGR) BLADE
195-71-71314 BRACKET (WELDED) D375A-5 S/N 55001-UP (W/O EGR) BLADE -
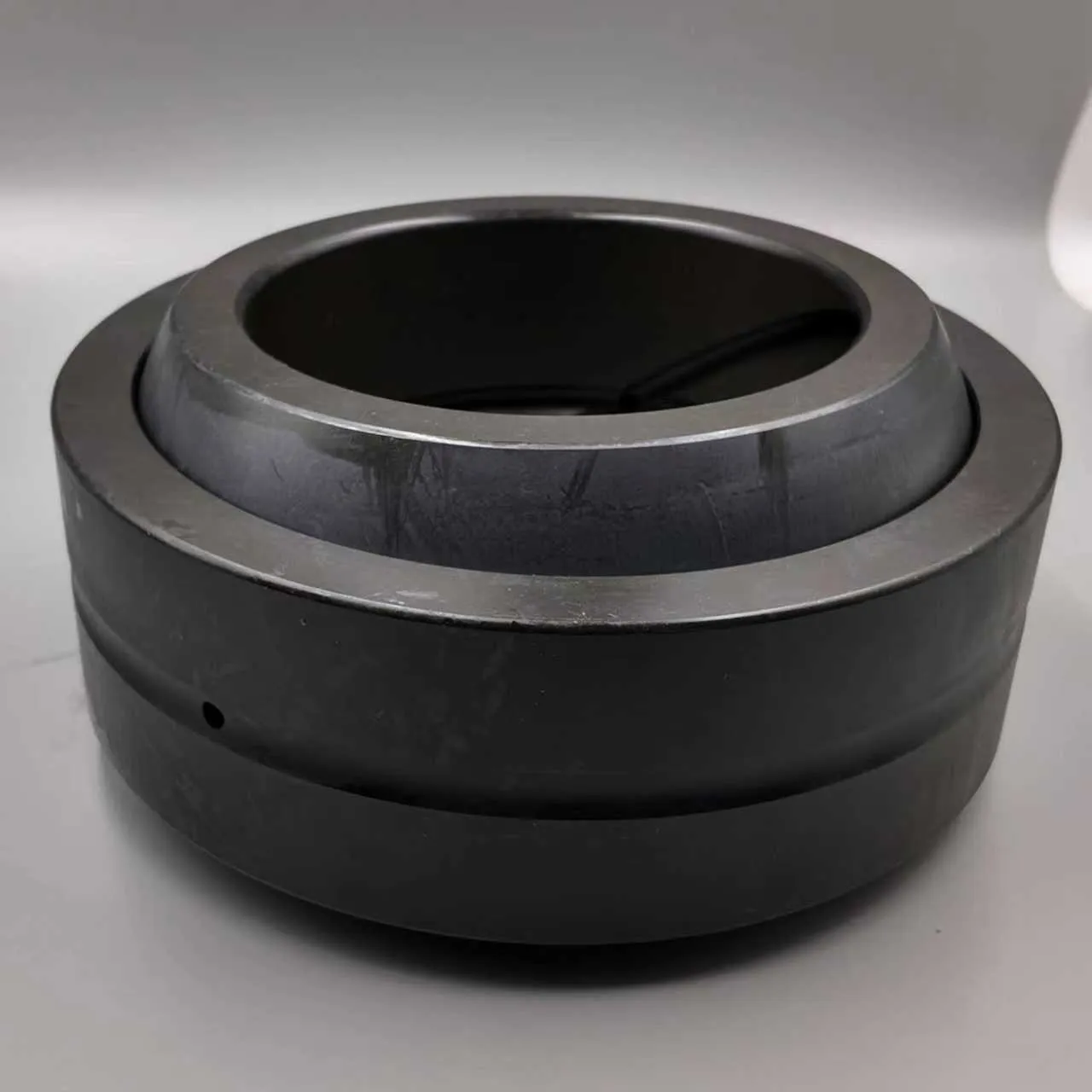
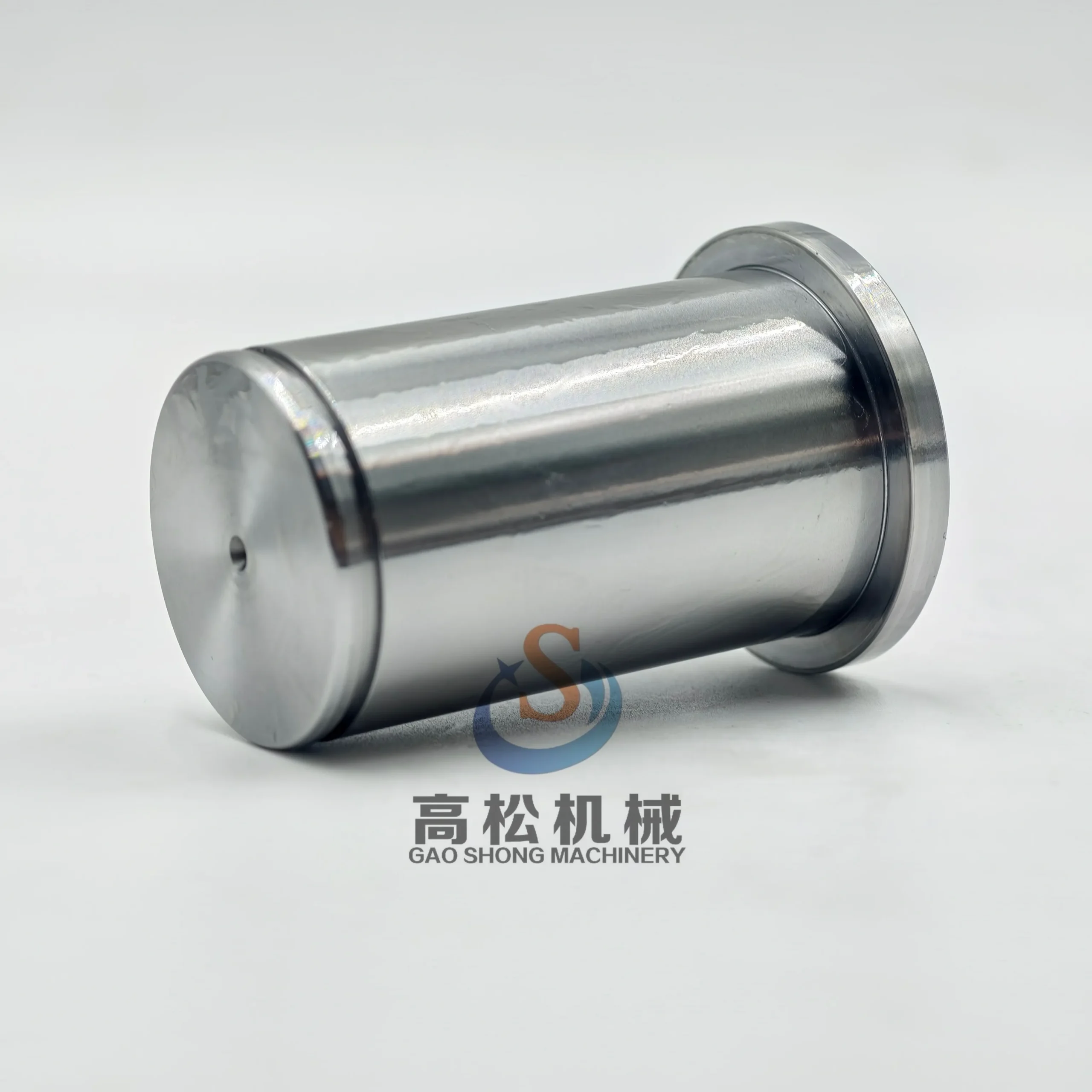 komatsu parts 21N-26-33240 Pin PC1250-11 SWING MACHINERY AND MOTOR, FRONT
komatsu parts 21N-26-33240 Pin PC1250-11 SWING MACHINERY AND MOTOR, FRONT -
 14X-06-12180 SENSOR D65/D85/D155A
14X-06-12180 SENSOR D65/D85/D155A -
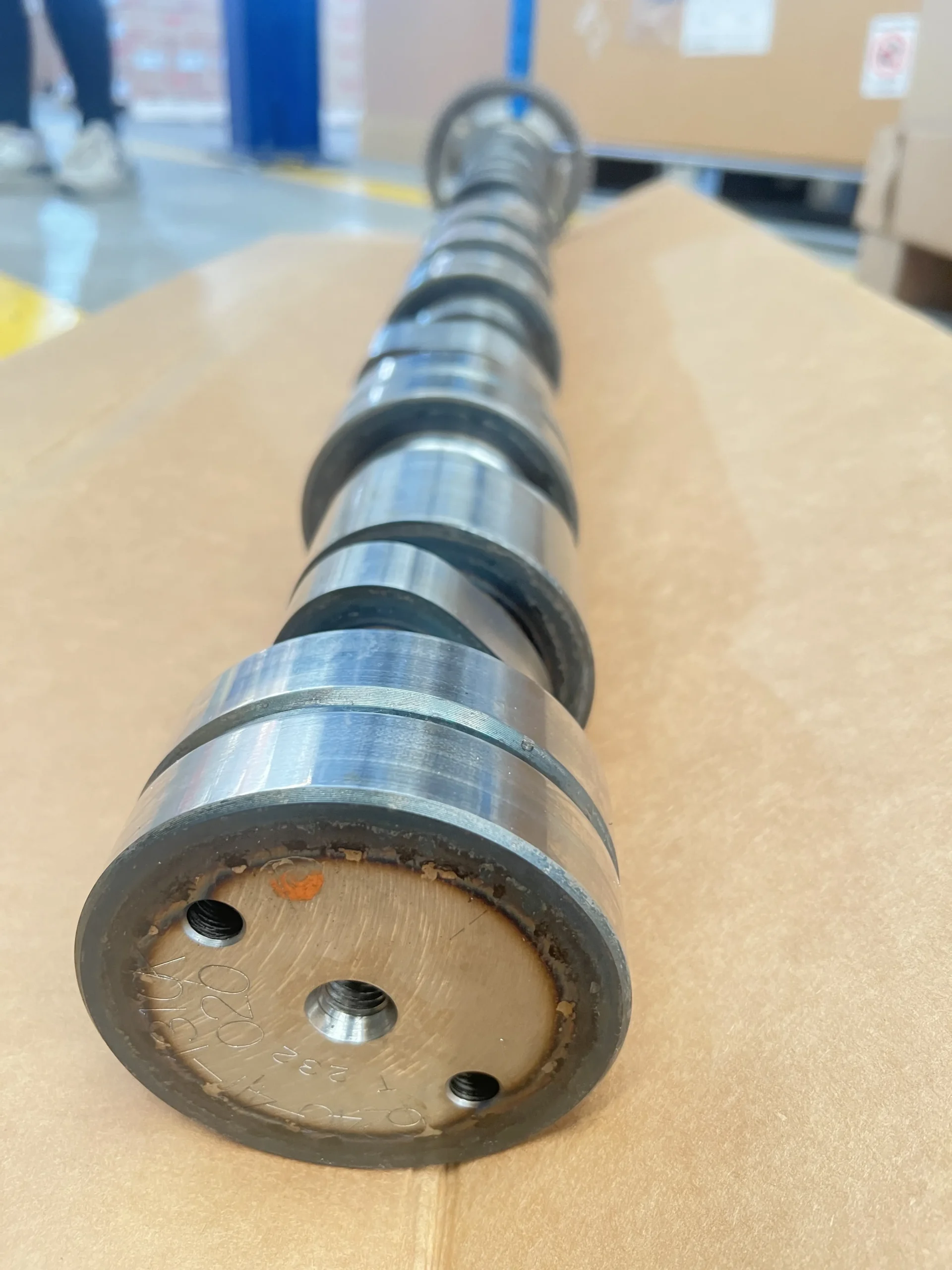 SAA6D170E-3F-8 Camshaft Assembly 6240-41-1300
SAA6D170E-3F-8 Camshaft Assembly 6240-41-1300 -
 14X-15-19520 RING,SNAP D68ESS,D85PX,WA500
14X-15-19520 RING,SNAP D68ESS,D85PX,WA500 -
 600-815-7550 SOLENOID ASS’Y–Komatsu Original Factory
600-815-7550 SOLENOID ASS’Y–Komatsu Original Factory -
 7861-92-4500 Komatsu SENSOR,HYDRAULIC OIL LEVEL
7861-92-4500 Komatsu SENSOR,HYDRAULIC OIL LEVEL